
One of the aspects that should be always taken into consideration in HVAC industry is prevention of damages and deterioration of components, even in the worst conditions. In particular, corrosion often affects heat exchangers and can lead to performance loss and failure. It is therefore very important to provide adequate protection in order to avoid or delay corrosion and its effects. Geoclima can provide different coating solutions, according to the type and the site of installation. In fact, not every application is under high risk of corrosion and in those cases there is no need for special coatings. Instead, some environmental conditions or some types of application present high risk of corrosion that should be prevented or reduced. In such scenario consideration of environment and of application is essential to provide the more resistant solution.
CONDITIONS THAT REQUIRE SPECIAL COATING
Environments that put equipment under high risk of corrosion are: coastal and seaside areas, rural areas, polluted urban centres, industrial zones, desert zones.
From an installation point of view, types of application with high risk of corrosion are: power stations, chemical, fuel and gas industry, waste disposal and sewage treatment industry.
Some examples of coils uncoated or coated with inadequate protection:

Sprayed coating

Cataphoresis

Other corrosion resistant coatings
WHAT IS ELECTROFIN®
For all applications and environmental conditions where standard coatings are inadequate, we at Geoclima can offer a special coating treatment that provides the highest and best protection from corrosion.
This special coating is ELECTROFIN, a factory-applied electro-deposition coating process that guarantees complete heat exchanger coverage. The coil is immersed in a bath. Here the coil acts as a magnet and attracts the coating to every surface. The result is a thin, flexible, durable, corrosion-resistant coating.
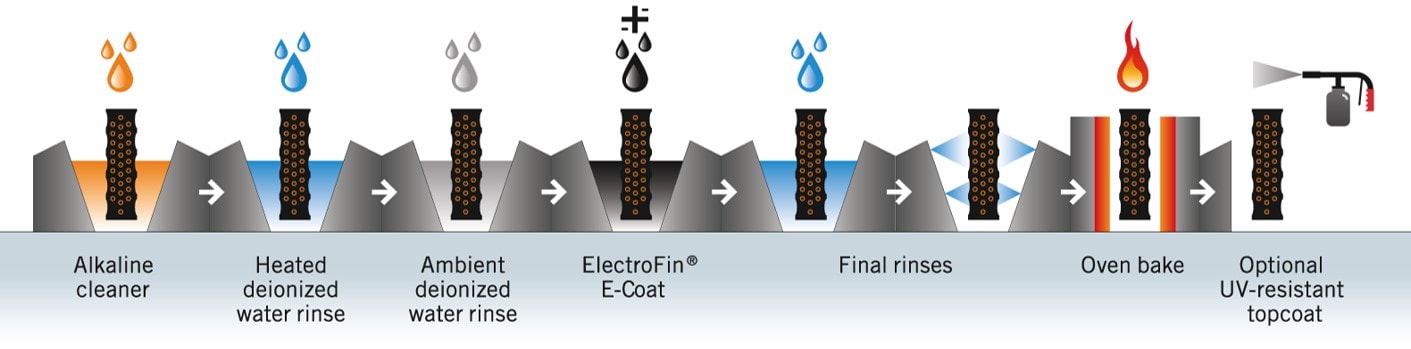
Main feature of this special coating is that, whereas other coating processes fail in covering the entire surface, especially in particular structures such as microchannel or round tube plate coils, ELECTROFIN coating penetrates deep into the 100% of coil surfaces, covering all edges and filling all cracks.
In addition to this, the final stage of the ELECTROFIN coating process provides an extra UV-Resistant Topcoat: a layer is applied by spray to protect the ELECTROFIN coat from UV and ensure durability and long life to coils and microchannel.
How ordinary coatings and ELECTROFIN coating look like:

Standard cathodic immersion
Cu/Al coil

Standard cathodic immersion
Cu/Cu coil

Spray
Cu/Al coil

ELECTROFIN E-coat
Cu/Al coil
COMPARISON
Salt spray corrosion test has been carried out on two heat exchangers to test the corrosion resistance of ELECTROFIN applied on standard Cu/Al heat exchanger compared to an uncoated standard Cu/Cu solution.
These are the results after inspection:

Cu/Cu heat exchanger without coating – Inspection after 1000 hours: the fin surface and the tubes appear completely oxidized

Cu/Al heat exchanger with ELECTROFIN coating – Inspection after 3500 hours: no attack is visible
BENEFITS
- 100% coverage of coil surface
- Maximum uniformity of coating
- No obstructions
- No loss of operational efficiency
- Reduction of maintenance, replacement and operating costs
- Extension of heat exchanger’s life
Technical Performance Specifications
| ASTM B117-97 | (Salt Spray) | ISO 9227 | Certified @ 6.048 hrs |
| ASTM G85 | (Swaat test – Modified Salt Spray) | ISO 9227 | Tested 4.000 hrs with no failures |
| ASTM D3359-97 | (Cross Hatch Adhesion) | ISO 2409 | 5B Rating/0 European |
| AHRI 410 | (Heat Transfer Reduction) | below 1% | |
| ASTM D7091 | (Dry Film Thickness) | ISO 19840 | 0.6-1.2 mils / 15-30 µm |
| ASTM D870-02 | (Water Immersion) | ISO 2812-2 | above 1,000 hrs |
| ASTM D2794-93 | (Impact Resistance) | ISO 6272-1 | 160 in/lbs direct |
| GM 9540P-97 | (Accelerated Corrosion Test) | 120 cycles | |
| MIL-STD-810F | Method 509.4 (Sand and Dust) | ||
| TEMPERATURE LIMITS | -71 F to 325 F / -57°C to 163°C (dry load) | ||
| pH RANGE | 3 – 12 | ||
| C5 Mar.& C5 Ind.– High Durability (>15years) | ISO 12944 | (for E-coat+UV) |
Chemical resistance guide (at ambient temperature)
| Acetone | Chlorine Gas | Hydrofluoric Acid (*) | Methyl Isobutyl Ketone | Sodium Bisulfite |
| Acetic Acid | Chromic Acid (*) | Hydrogen Peroxide 5% | Mustard Gas | Sodium Chloride |
| Acetates (ALL) | Citric Acid | Hydrogen Sulfide | Napthol | Sodium Hypochlorite below 5% |
| Amines (ALL) | Creosol | Hydrazine | Nitric Acid (*) | Sodium Hydroxide below 10% |
| Ammonia | Diesel Fuel | Hydroxylamine | Oleic Acid | Sodium Hydrox. above 10% (*) |
| Ammonium Hydroxide | Diethanolamine | Iodine | Oxalic Acid | Sodium Sulfate |
| Amino Acids | Ethyl Acetate | Isobutyl Alcohol | Ozone | Stearic Acid |
| Benzene | Ethyl Alcohol | Isopropyl Alcohol | Perchloric Acid | Sucrose |
| Borax | Ethyl Ether | Kerosene | Phenol 85% | Sulfuric Acid 25-28% |
| Boric Acid | Fatty Acid | Lactic Acid | Phosgene | Sulfates (ALL) |
| Butyl Alcohol | Fluorine Gas | Lactose | Phenolphthalein | Sulfides (ALL) |
| Butyl Cellosolve | Formaldehyde 27% | Lauryl Acid | Phosphoric Acid | Sulfites (ALL) |
| Butyric Acid | Fructose | Magnesium | Potassium Chloride | Starch |
| Calcium Chloride | Gasoline | Maleic Acid | Potassium Hydroxide | Toluene |
| Calcium Hypochlorite | Glucose | Menthol | Propyl Alcohol | Triethanolamine |
| Carbon Tetrachloride | Glycol | Methanol | Propylene Glycol | Urea |
| Cetyl Alcohol | Glycol Ether | Methylene Chloride | Salicylic Acid | Vinegar |
| Chlorides (ALL) | Hydrochloric Acid below 10% | Methyl Ethyl Ketone | Salt Water | Xylene |
(*)ElectroFin is NOT suitable for high concentrations of: Nitric Acid, Sodium Hypochlorite, Formic Acid, Hydrofluoric Acid, Sulfuric Acid, Sodium Hydroxide and others.
General description – subject to change or deviations
Kindly consider that the “mix effect” is not considered
Specific environment
| Installation site | Properties | Aggressive substances | ElectroFin protection |
|---|---|---|---|
| Power plants | Combustion products | Sulfur oxides (SOx), Nitrogen oxides (NOx), Chlorides, Fluorides, CO, Volatile organic compounds | EXCELLENT |
| Chemical industry | Process emissions | Ammonia, Chlorides, NOx, SOx | EXCELLENT |
| Bio fuel plants | Process emissions | Ammonia, SOx, NOx, HC, Volatile organic compounds | EXCELLENT |
| Petro industry | Oils, fuel, process emissions | Ammonia, Chlorides, NOx, SOx, CO, Volatile organic compounds | EXCELLENT |
| Airports | Combustion products | NOx, SOx, Chlorides | EXCELLENT |
| Agricultural | Fertilizer, organic compounds | Ammonia, SOx, NOx | EXCELLENT |
| Sea air, ships, offshore | Salt water spray | Chlorides, Sulphur | EXCELLENT |
| Heavy industry | Carbon dust | Sulphur, SOx, NOx | EXCELLENT |
| Food Industry | Fat, air humidity, cleaning agents | Chlorine, acid, SOx, NOx | EXCELLENT |
| Waste disposal industry | Organic airborne particles | Ammonia, Fly ashes, Chlorides | EXCELLENT |
| Sewage treatment plants | Organic airborne particles | Sulphur, Ammonia | EXCELLENT |
| Deserts | Low air humidity | Sand | EXCELLENT |
ELECTROFIN coating is certified for high durability (> 15 years) in C5-Marine and C5-Industrial environments, which is the highest possible corrosion class according to ISO-12944.